- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
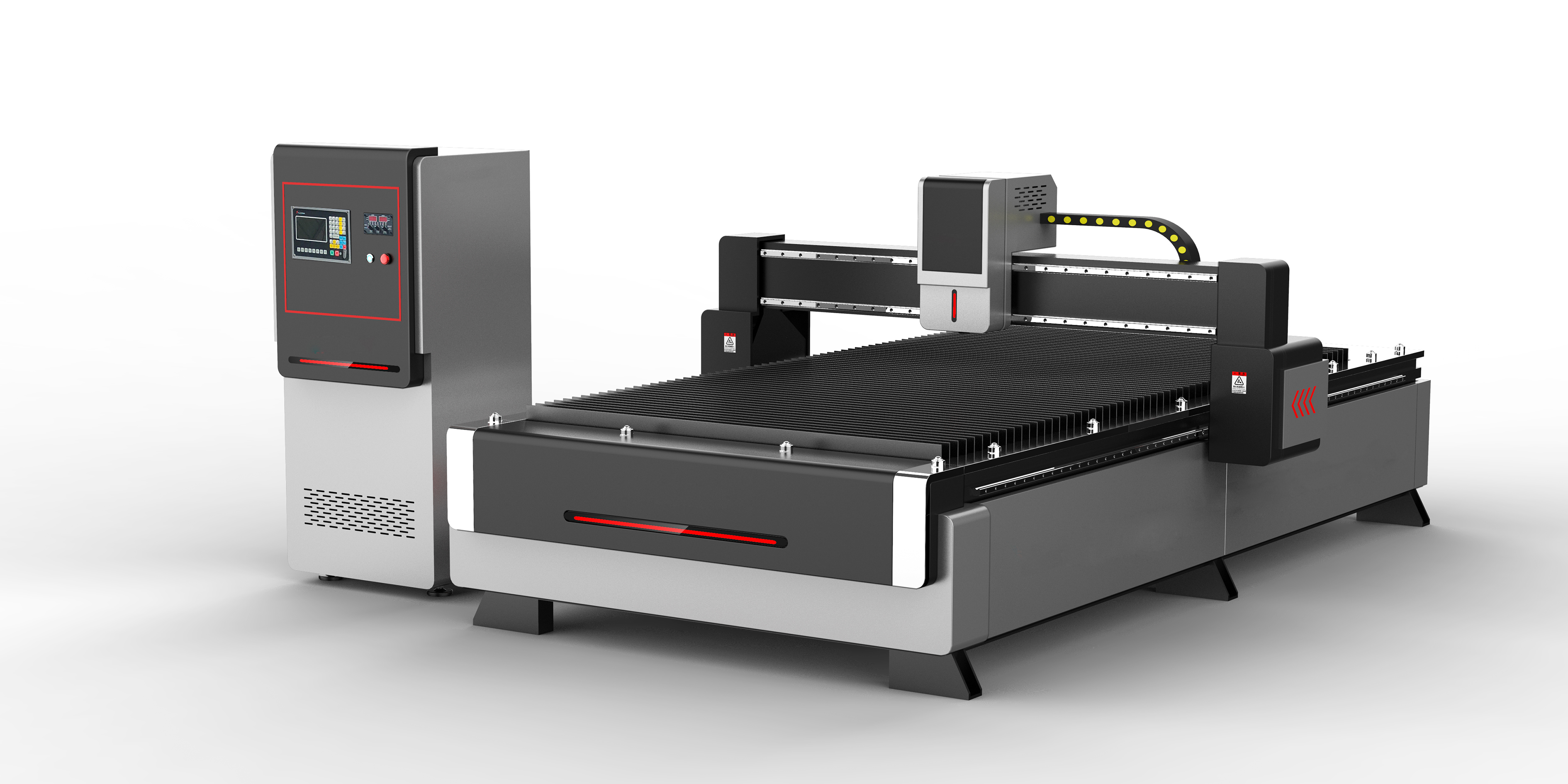
Jaké jsou normy pro kvalitu řezání vláknového laserového řezacího stroje?
2023-05-06
Jaký druh standardu je považován za kvalifikovaný, když stroj na řezání vláknem laserem řeže kov? SUNNA INTL vám připomíná, že musíte znát následujících 6 hodnotících kritérií!
Za prvé, stupeň deformace řezání. Laserový řezací stroj při řezání kovu, místní teplota kovového zařízení se zvyšuje, což často vede k místní deformaci obrobku. Obecně řečeno, deformace je malá, kvalita řezu je vysoká; deformace je velká, kvalita řezu je špatná. Ovládejte výkon laseru a použití krátkých laserových pulzů může snížit zahřívání součásti, aby se zabránilo deformaci.
Za druhé, drsnost řezaného obrobku. Laserové řezání obrobku, obecně vertikální řezání, ale také úkosové řezání. Textura průřezu po řezání, hloubka textury obecně určuje drsnost povrchu řezu. Čím hlubší textura, hrubší řez, horší kvalita řezu; čím mělčí textura, tím hladší řez, tím vyšší kvalita řezu!
Za třetí, svislost řezné plochy. Obecně řečeno, laserové řezání kovu o tloušťce větší než 10 mm, kolmost řezné plochy je velmi důležitá. Když se budete vzdalovat od ohniska, laserový paprsek se rozchází a v závislosti na umístění ohniska se řez rozšíří směrem nahoru nebo dolů. Řezná hrana je mimo vertikální linii o několik setin milimetru. Čím svislejší je hrana, tím vyšší je kvalita řezu. A naopak, čím horší kvalita!
Za čtvrté, šířka řezaného obrobku. Obecně řečeno, šířka řezu určuje minimální vnitřní průměr profilu. Když se tloušťka plechu zvětší, zvětší se i šířka řezu. Proto by vysoce kvalitní laserový řezací stroj měl zajistit stejně vysokou přesnost. Bez ohledu na to, jak velká je šířka zářezu, obrobek by měl být konstantní, když se nachází v oblasti zpracování laserového řezacího stroje.
Za páté, stupeň otřepů řezaného obrobku. Vysoce kvalitní laserový řezací stroj vyřezávající obrobek by měl být hladký a bez otřepů. Více otřepů znamená, že vyžaduje ruční sekundární broušení, což zvyšuje náklady na řezání a určuje kvalitu laserového řezacího stroje.
Za šesté, textura řezného obrobku. Když laserová plynová řezačka řeže silné plechy vysokou rychlostí, roztavený kov se neobjeví v zářezu pod vertikálním laserovým paprskem, ale bude vyvržen za laserový paprsek. V důsledku toho budou řezané hrany tvořit zakřivené linie, které těsně sledují pohybující se laserový paprsek. Vysoce kvalitní laserová řezačka sníží rychlost posuvu na konci procesu řezání, což může výrazně eliminovat tvorbu čar.